Cookie policy
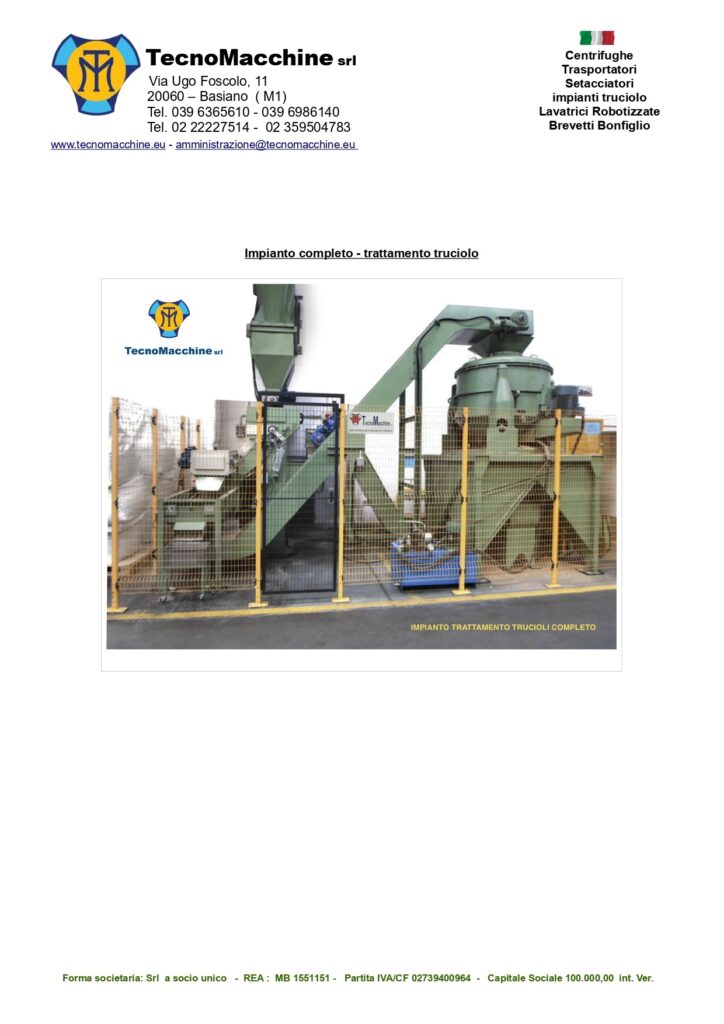
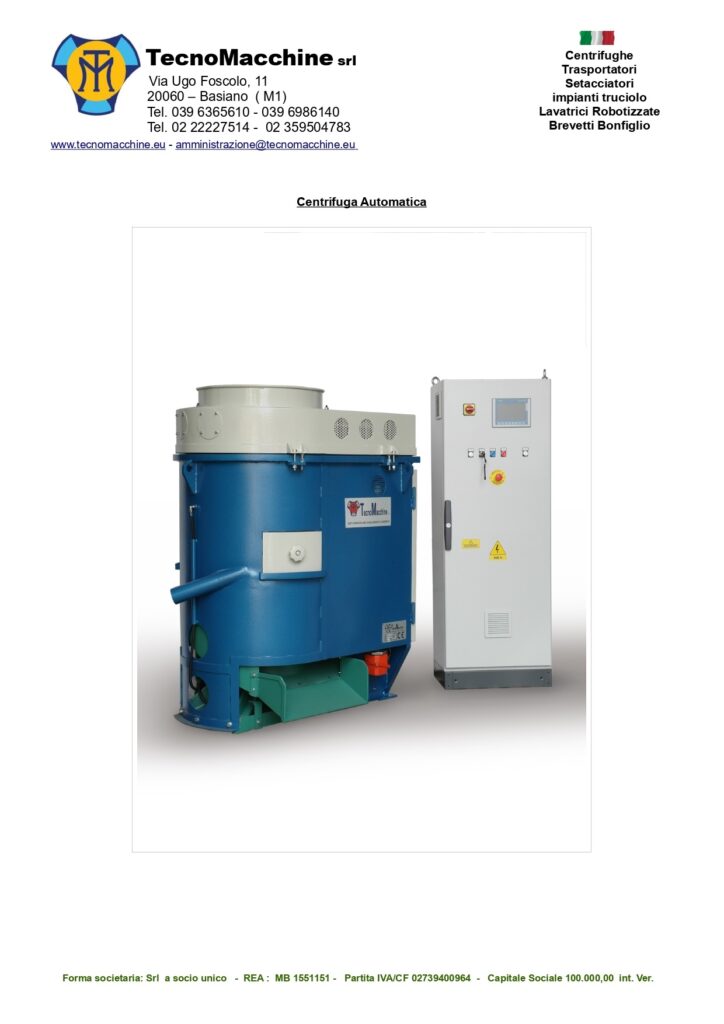
Tecnomacchine Srl - costruttori di centrifughe a cesto estraibile, centrifughe automatiche, per la galvanica, per la pulizia del truciolo sporco, centrifughe per il trattamento termico, centrifughe per agroalimentare